A quater kilowatt 23-cm amplifier 1
Imagine, a linear amplifier with great efficiency and long-term stability that is super quiet and small in size. Sounds like HF? Not exactly...
To me, there is nothing more frustrating than having to dig through a construction article to find out exactly what performance you can expect from the finished product. So here it is:
- Grounded-grid 7289/2C39 cavity amplifier, single tube.
- Linear operation (what you put in, you get out, only more of it).
- Covers 1240 to 1300 MHz.
- Power. gain ranges from 12-20 dB depending on output power, input power, loading, anode voltage and grid bias voltage.
- 50-ohm input and output - no stub tuner required.
- Power output greater than 200 W with about 12-W drive.
This is Part 1 of a two-part article. In this installment. I describe the design and construction of the RF deck. Part 2 describes power-supply construction, testing and operation.
This amplifier is a tried and proven design. Much development work has gone into this project. The amplifier works well, is reliable and can be duplicated. More than 50 of these amplifiers have been built to date. I have successfully worked many 1296-MHz EME (earth-moon-earth) stations with one of these amplifiers and a 384-element loop-Yagi array during the past year. Amplifiers of this design were used on both ends of the first California-to-Hawaii QSO on 1296 MHz. Another unit has logged more than 20,000 hours of continuous operation at the KH6HME beacon.
General Design Approach
A cavity amplifier is similar to a conventional amplifier designed for lower frequencies. The tube anode excites a resonant circuit, and power is in turn coupled into a load, usually 50 ohms. Instead of using coils and capacitors, as at lower frequencies, the cavity provides the resonant circuit necessary to tune the amplifier output.
The anode cavity of this amplifier is a squat cylinder. Cylinder height is set by mechanical tube requirements. The inside diameter of the cylinder sets the highest resonant frequency. Any capacitance added from the top to the bottom of the cavity will lower its resonant frequency, as will increasing the cavity diameter.
This amplifier uses 1/8-inch-thick copper plates for the cavity top and bottom, and a thick-wall aluminum ring, cut from tubing, for the walls.' This heavy construction virtually eliminates all resonant-frequency variations caused by thermal and mechanical changes.
Fig. 1 is a schematic diagram of the cavity amplifier. The circuit is simple. Filament voltage and cathode bias enter the RF deck through feed-through capacitors (C4, C5) and RFC' and 2. High voltage is fed to the anode through RFC3. C8, the anode bypass capacitor, is homemade from Teflona dielectric sandwiched between a copper plate and the chassis.
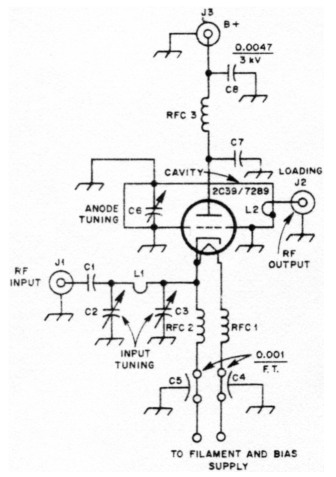
Fig. 1 - Schematic diagram of the 23-cm, amplifier.
| C1 | 3-pF dipped mica capacitor. |
| C2, C3 | 1- to 10-pF piston trimmer capacitor (Johanson no. 3957, 5201 or equiv.). |
| C8 | Anode-tuning capacitor. See text and Fig. 11. |
| C7 | Anode-bypass capacitor, 90 pF. Homemade from copper plate and Teflon sheet. See text and Figs. 5, 12 and 15. |
| C8 | Disc ceramic, 0.0047-µF, 3-kV capacitor. |
| J1 | 5-mm SMA connector, chassis mount, female. |
| J2 | Modified Type-N connector. See text and Fig. 7. |
| J3 | Female chassis-mount BNC connector. Lt - Loop of no 18 bus wire soldered between C2 and C3. See Fig. 15. |
| L2 | Output-coupling ieop. Part of outputconnector assembly. See text and Fig. 7. |
| RFC1, RFC2 | 5 turns no. 20 bus wire, 3/16-inch ID. |
| RFC3 | 3 turns no. 20 bus wire wound on a 20-ohm. 1-W carbon-composition resistor. |
The input pi network easily tunes the entire band at any power level. It is made from two Johanson piston trimmer capacitors and a "coil" made from copper wire. An input cavity is not necessary at 23 cm.
Output coupling is through a rotatable loop that serves as a variable loading control. This allows amplifier-tuning flexibility; it may be tuned for maximum gain or for maximum power. Light loading can produce stable power gains of up to 20 dB.
Amplifier tuning is accomplished with a homemade cylindrical coaxial capacitor with Teflon dielectric (C6). There are no moving metal parts to cause erratic performance. The Teflon rod/tube screws in and out of the coaxial capacitor, increasing or decreasing the capacitance by changing the amount of Teflon dielectric inside the cylinder. With the rod all the way in, the dielectric is all Teflon; with the rod all the way out, the dielectric is all air.
Teflon has a relative dielectric constant (relative to air = 1) of 2.05, which means that the value of the capacitor with the rod all the way in is twice the value of the capacitor with the rod all the way out. Full capacitance will pull the resonant frequency of the amplifier down to 1240 MHz. Use of only one tuning adjustment means the amplifier will have more gain because cavity shunt capacitance has been minimized.
Thermal Considerations
The cavity walls are formed by a thick-wall aluminum ring, which is sandwiched between two thick copper plates. RF and thermal properties of these two metals are reasonably close, whereas brass is rather poor in both respects. The 7289/2C39 tube used in this amplifier is being run at 2-2½ times its normal dissipation rating; therefore it's important to have a cavity that remains thermally stable.
Most previously described amplifiers have used sheet brass in their construction. This has usually meant constant retuning of resonance to maintain output power at or near maximum.
The copper and aluminum construction in this amplifier has solved all thermal stability problems. The amplifier can easily be run key down for over an hour at 200-W output without retuning. This, of course, is obtained only with a good tube and water cooling. A practical water cooling system will be described in Part 2 of this article.
Water cooling keeps the internal structure of the tube thermally stable. When air cooling is used for output levels of 100 to 150 W, output power fluctuations are a direct result of internal tube changes. These changes vary from tube to tube and must be tested for. In some cases, otherwise perfectly good RF tubes have had poor thermal stability. Such tubes can make good drivers at lower power levels.
"Using Simple Hand Tools Will ... "
Hand tools are great if you are skilled and patient. Most people want to hurry up and finish their new project. If that's you, then have a machine shop make all of the parts, leaving you only the final assembly. It should cost about $200. The parts are not difficult to fabricate, but the process is time consuming. If you have the time and patience to do it yourself, this amplifier can be very inexpensive.
Gathering the Materials
All of the materials used in this amplifier are fairly common and should be available from suppliers in most metropolitan areas. Some suppliers have "short sale" racks, where they sell odd pieces cut off standard lengths or sheets at reduced prices. The parts for this project are small enough to be fashioned from cutoff stock. Surplus-metal houses have some great buys, so start there if one is nearby.
The key to successfully completing this project is careful layout work before cutting or drilling any parts. Invest in a can of marking dye, a sharp scribe, an accurate rule, vernier calipers and several center punches. These tools are available at any machinists' supply shop. The marking dye will make cutting and filing lines much easier to see. Measure all dimensions as carefully as you can and then recheck them before cutting. Mark with a sharp scribe because the sharper the scribe, the finer the marked line, and the finer the marked line, the closer your cut will be to where it should be. Remember - the accuracy of your drilled holes is only as good as your center-punching ability, so use a fine punch for the first mark and then a bigger one to enlarge the mark enough for drilling.
Access to a drill press is a must. It's extremely difficult to drill holes accurately with a hand drill. Although they are not absolutely necessary, you should have access to a lathe or milling machine.
Other tools that will aid you with this project are a nibbling tool, a set of punches, a new set of files and some sharp drill bits. If you don't already have one, purchase a file card to clean metal shavings out of your files as you work. Clean, sharp files are faster and more accurate to work with. You'll also need an assortment of sandpaper for the final finish work.
The Template Approach
I highly recommend fabrication of a single template for marking and drilling the anode plate, anode bypass capacitor, cavity ring, grid plate and front panel. The template shown in Fig. 2 has all of the holes for these parts. If you use the template, you'll only have to make the careful measurements once - after that, it's simple to mark and drill the rest of the parts.
The template approach offers several other advantages. A template makes it much easier to maintain accuracy between the anode plate, cavity ring, grid plate and front panel; these parts will fit perfectly because they were all drilled from the same master. The template approach also makes it possible to set up a small production line if you decide to build more than one of these amplifiers and combine them for higher power, or if a friend wants to build an amplifier along with you.
See Fig. 2 for complete template dimensions. Start with a piece of 1/16-inch-thick aluminum stock that is larger than you need and degrease it with soap and water. Dry it off and spray it with marking dye. Scribe a 4-inch square on the stock and cut the template to size. A shear will make this job much easier, but it can be cut with hand tools and filed to size.
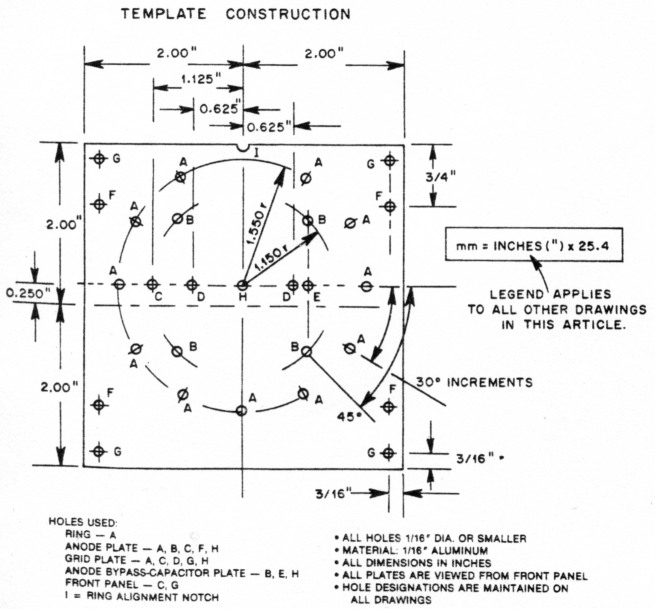
Fig. 2 - Complete dimensions for the aluminum template.
Carefully measure and scribe all holes. Note that holes A and B are on the circumference of circles. Use a compass to scribe the circles, and then locate the holes. After you have marked and checked all boles, centerpunch and drill them. The holes should be drilled with a 1/16-inch or smaller bit. Recheck all measurements. If you goof, start again. The time you spend making the template as perfect as you can will save you much time and aggravation when you make and assemble the other parts.
When you finish the template, mark the front side for future reference. All plates made from the template are marked and drilled from the front side (as viewed from the front panel).
Making the Copper Plates
Once you have completed the template, it will be easy to make the copper plates. The anode plate, grid plate and anode-bypasscapacitor plate are all made from 1/8-inch thick copper. See Figs. 3, 4 and 5 for the dimensions of these pieces.
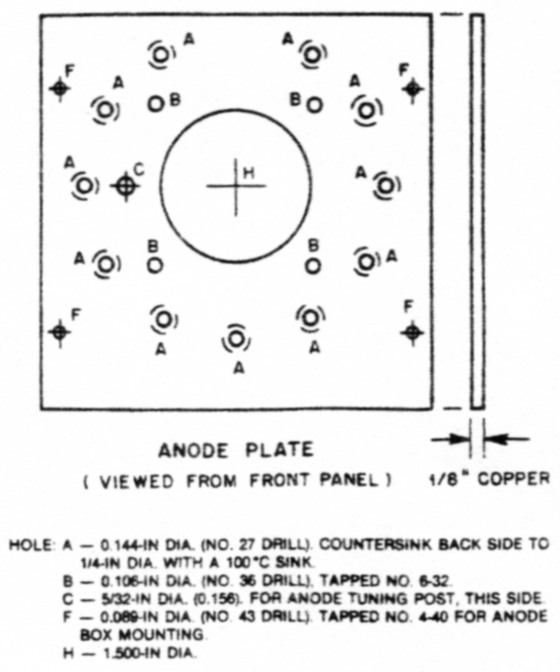
Fig. 3 - Drilling details for the anode plate. See Fig. 2 for additional information on hole location.
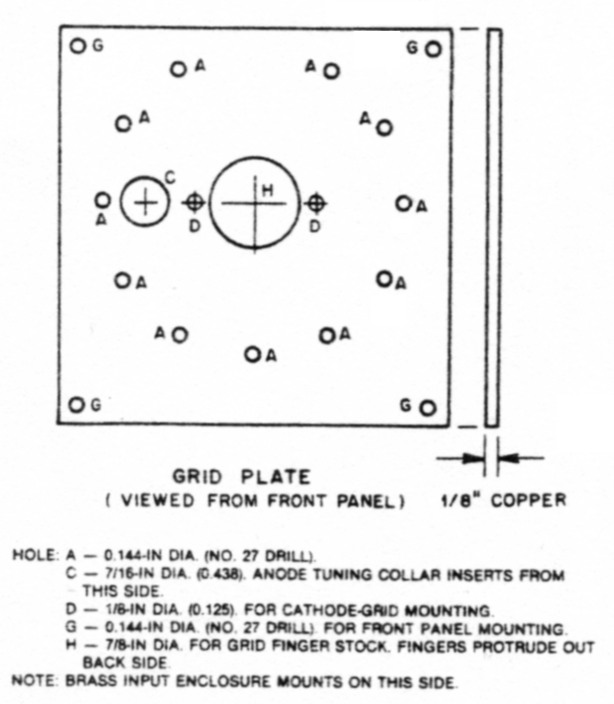
Fig. 4 - Drilling details for the grid plate. See Fig. 2 for additional information on hole location.
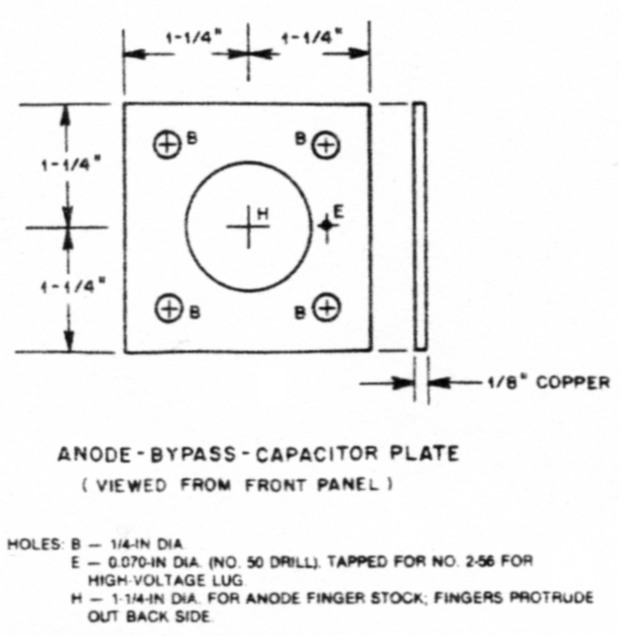
Fig. 5 - Drilling details for the anode bypass capacitor plate. See Fig. 2 for additional information on hole location.
Measure and cut the three plates to the proper dimensions. Carefully break (deburr) all sharp edges to avoid small cuts to your fingers and hands.
Clean the plates with alcohol and spray them with marking dye. Clamp the aluminum template to each plate, and carefully scribe the correct holes. Remember that all plates do not have the same holes. The anode plate uses holes A, B, C, F and H; the grid plate uses holes A, C, D, G and H. The anode-bypass-capacitor plate uses holes B, E and H.
Use a small center punch to punch all holes lightly. If they then look accurate, enlarge them enough for drilling.
Copper isn't the easiest metal to work with. It's very stringy, and drilling it can be frustrating. You'll need the proper drill bits for best results. Special drills can be purchased, or you can use a grinder to carefully remove the sharp points on the outer edge of the cutting surface of each side of a standard drill bit. This will eliminate any tendency for the copper to grab. Practice on an old bit and be sure to grind it symmetrically. Modified drill bits can still be used on aluminum and other metals.
Always start with a smaller drill and work up to the final hole size. it's safer and more accurate. The larger holes can be cut with a flycutter, or you can drill a series of smaller holes around the inside of a larger hole and file to finish. Either way is fine. Use lots of cutting fluid to lubricate the drill bit, and wear safety glasses and an old shirt. Remember, some cutting fluids are not to be used on aluminum.
Start with a no. 50 (0.070-inch) or smaller bit and drill pilot holes at each of your punched marks. The details for finishing each hole are listed in the drawings. Some holes are countersunk or tapped. Pay attention to the details, and take your time.
When you are through drilling, you must deburr each hole. Copper is soft, so it tends to rise up around the hole during drilling and deburring. Use a flat file for the initial cut, and then remove any remaining material with a countersink. File the copper plates flat again; a flush fit on both sides of the aluminum ring is important.
When all copper work is done, you should be able to stack the plates and see all pertinent holes align correctly. Enough tolerance is included in the dimensions to accommodate minor errors. After the holes are drilled, it can be difficult to tell which side of each plate is which, so mark the front side of each plate with a permanent marker.
Machining the Ring
The aluminum ring that forms the cavity wall is cut (sliced) from a length of 3½-inchOD tubing with a 3/8-inch wall thickness. See Fig. 6. The tubing ID is about 2¾ inches. The dimensions of the ring are the most critical in this amplifier. Tolerance of the ring thickness is ± 0.005 inch to maintain full band coverage.
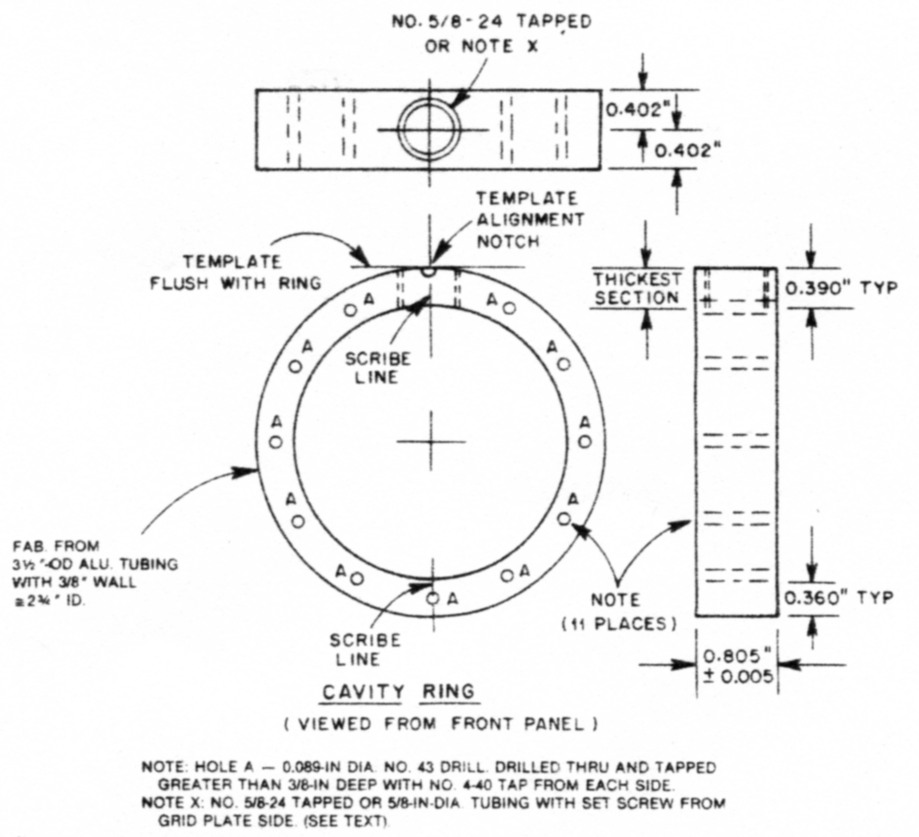
Fig. 6 - Details of the cavity ring. See Fig. 2 for additional information on hole location.
The ring can be hacksawed or bandsawed out of the tubing, but take extreme care to be accurate. Cutting tubing straight isn't easy. Clamp the tubing to prevent rotating on the band saw. The final finish cut is best done on a lathe or milling machine, but careful filing will work.
Once the ring is the correct thickness, deburr the sharp edges and spray it with marking dye. Notice that the outside and inside diameters are not concentric. This is normal for large tubing. Lay the ring flat and find the thickest wall section. Scribe a line across the wall at this point, across the center of the ring and across the wall on the other side. The scribed lines on each side of the ring will be used to align the template. The output connector will be placed at the thick wall section.
Carefully align notch I on the template with the line scribed on the thickest wall section on the ring. Clamp the template onto the ring. Mark each of the I1 holes labeled A on the template. After you mark the holes and remove the template, check alignment with the copper plates just in case. If everything lines up, center punch all eleven holes on one side of the ring only, and drill each hole completely through the ring. Use lots of cutting fluid. File the ring flat before and after deburring, taking care not to change the wall thickness. Tap each hole to accept no. 4-40 machine screws. Each hole will have to be tapped to a depth of at least 3/8 inch from both sides because long taps don't exist. The inside of the ring doesn't need to be polished.
The hole for mounting the output connector can now be drilled. There are two ways to mount this connector, and either scheme works fine. Read ahead to the section on making the output connector for more information. The first method of mounting the connector involves tapping the ring with a no. 5/8-24 tap and using a lathe to cut matching threads on the output connector coupling sleeve. Large taps are expensive, but a tap and die for Type-N connectors are handy if you do much building.
If you don't have access to a lathe or a large tap, the second method is easier. Make the output connector coupling sleeve from 5/8-inch-OD brass or copper tubing, and drill the ring to just clear it. Then drill and tap the grid-plate side of the ring above the output connector to accept a setscrew. Also, drill a clearance hole in the grid plate for the setscrew. Use the setscrew to secure the output connector.
Output Connector
A standard Type-N chassis-mount female connector (silver plated) is used for the output probe/connector. See Fig. 7. First, remove the flange with a hacksaw and file flush with the connector body. Next, make the output-coupling sleeve that is right for your application (threaded orunthreaded, depending on how you fabricated the ring). The sleeve will be the same length in either case. The output-coupling loop is fashioned from a piece of 0.032-inch-thick copper sheet that is 5/32 inches wide. Bend it to the dimensions shown in Fig. 7. We will solder the output connector together later.
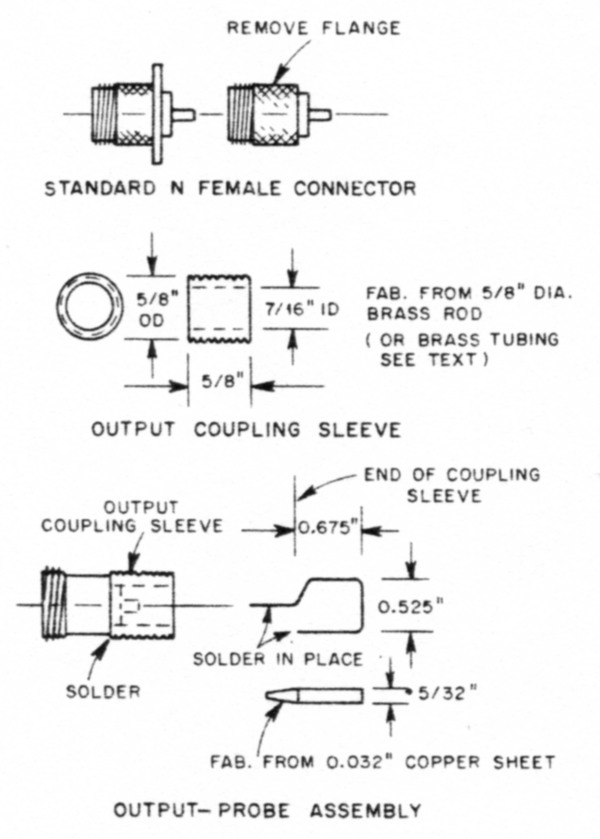
Fig. 7 - Output-probe/connector assembly details.
Grid Compartment
The grid compartment measures 2 inches square by 1½ inches high. See Fig. 8. It is made from brass and can be sawed out of square tubing or bent from sheet. The cover can be made from any material.
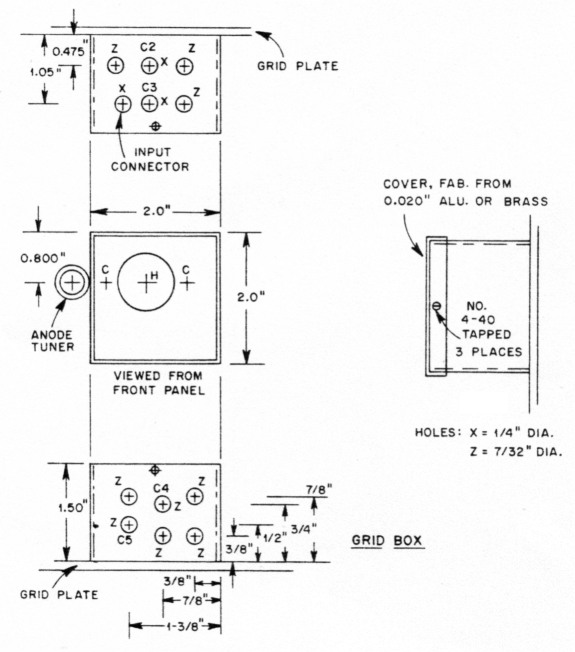
Fig. 8 - Input-compartment details.
I use two small PC boards (Fig. 9) for holding the fmger stock that makes contact with the filament pin and cathode ring on the 2C39 tube. These boards are cut from 1/16-inch-thick, double-sided G-10 glass-epoxy stock. The copper pattern is identical for both sides of each piece. Mark and drill or file the holes first, and then cut the boards to size. Small boards are difficult to hold while drilling them. Mark each side of each board and score the copper foil with a sharp knife.
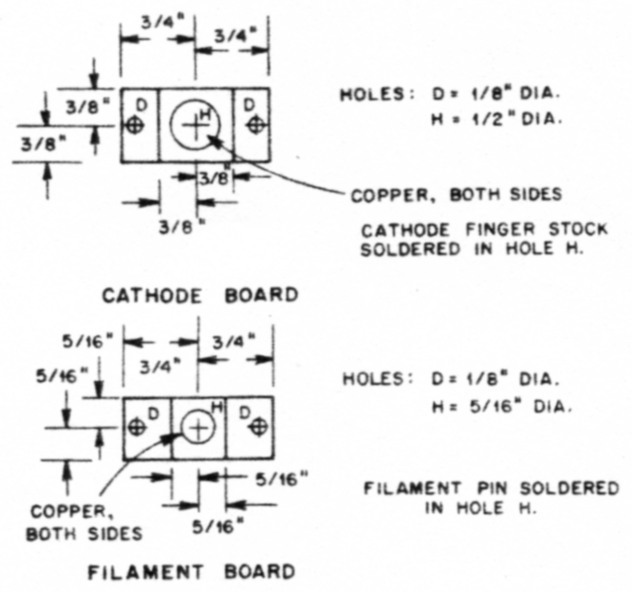
Fig. 9 - Cathode and filament PC-board details.
The unwanted copper can be removed easily by heating the foil with a soldering iron and lifting it off. Use a flat file to deburr the boards. Do not use a countersink because the copper foil must be as close to the holes as possible to facilitate soldering the fmger stock irr place.
The input connector that I use is a 5-mm SMA type. This is an excellent RF connector, especially for low-power UHF applications. I highly recommend use of an SMA, but any small screw-on connector will do. If you really feel you have to use a BNC then do so, but it's a lousy connector at frequencies above 200 MHz. Remember to move the connector hole to accommodate its larger size.
The input connector must be as close as possible to the first input capacitor. The lead length of the input dc blocking capacitor must be as short as possible. The 3-pF capacitor is series resonant at 1200 MHz only with short (1/16-inch or less) leads.
Miscellaneous Bits and Pieces
There are still several small, but very important parts to fabricate. The front panel I use is shown in Fig. 10. It is made from 'a piece of 1/8-inch-thick aluminum sheet. Some builders may wish to mount the amplifier on a rack panel. Wash and dry your front-panel material and spray it with marking dye. Clamp it to the template and mark the holes. Check the hole alignment with the copper grid and anode plates. If all lines up correctly, center punch and drill the holes. The only front-panel control is for the anode tuning capacitor, which is adjusted by a 1/4-inch shaft protruding through a 3/8-inch panel bushing in hole C.
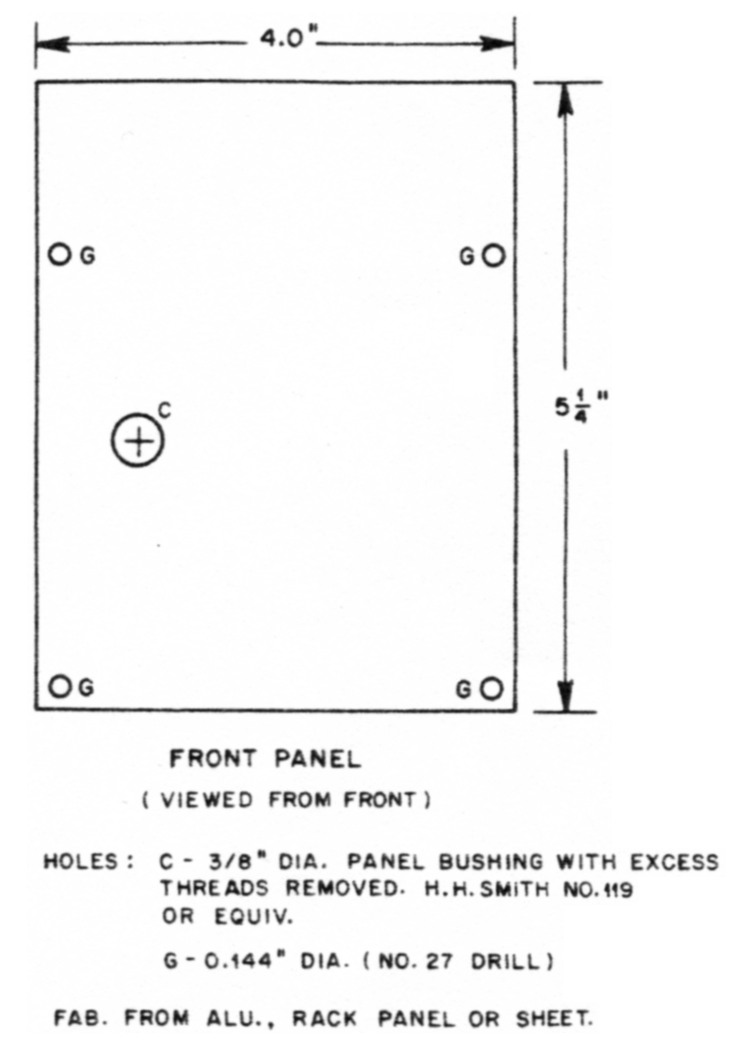
Fig. 10 - Front-panel details.
The anode tuning collar, shown in Fig. 11A, is made from a piece of 1/2-inchOD brass rod. This rod has a 3/8-inch hole drilled through its center, and it is turned down to 7/16-inch OD for half its length. The inside of the 1/2-inch-OD end is tapped to a depth of 1/4 inch to accept 3/8-24 threads. This collar will be inserted into hole C on the grid plate.
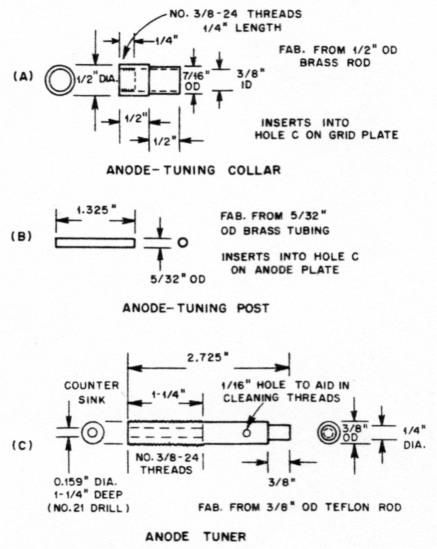
Fig. 11 - Anode-tuning capacitor details.
Fig. 11B also shows the anode tuning post. It is simply a length of 5/32-inch-OD brass rod that inserts into hole C on the copper anode plate. This rod will form one plate of the anode tuning capacitor.
The anode tuner (Fig..11C) is machined from a piece of 3/8-inch-OD Teflon rod. One end of the rod is drilled out with a no. 21 drill. The outer wall of this end is threaded with a no. 3/8-24 tap. This is the end that will thread into the anode tuning collar and slip over the anode tuning post. The other end is turned down to fit inside a 1/4-inch shaft coupler.
Fig. 12 shows the remaining parts. The tuning shaft (A) is made from a piece of 1/4-inch brass rod. A coupler (B) to connect the tuning shaft to the anode tuner may be purchased or made. This also applies to the front-panel spacers (C). The Teflon dielectric for the anode bypass capacitor (D) is made from 0.010-inch-thick Teflon sheet. Use the template to locate holes B and H. Teflon washers and inserts (E) are used to insulate the mounting hardware for the anode bypass capacitor from the chassis. The inserts are made from 'h-inch-OD Teflon rod. The washers are made from Teflon sheet. Sharpen a piece of 3/8-inch aluminum tubing and chuck it up in a drill press. This tool will cut neat, round washers from the sheet.
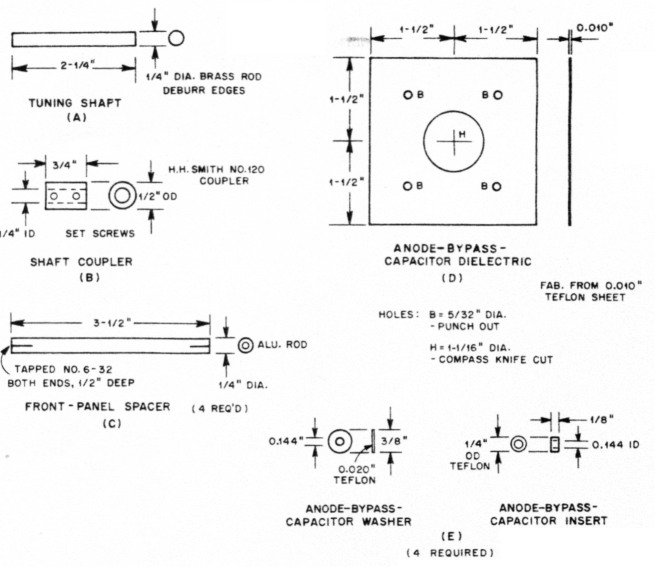
Fig. 12 - Miscellaneous parts necessary to complete the amplifier.
The box that encloses the anode compartment (Fig. 13) is fabricated from a Bud AU-1083 utility cabinet. Clean the chassis and spray it with marking dye. Secure the template to the side of the enclosure that contacts the anode plate and scribe the holes labeled F. Make sure that these holes line up with the holes on the copper anode plate. If they do, center punch and drill them to size. If air cooling is used, the blower will mount to this box.
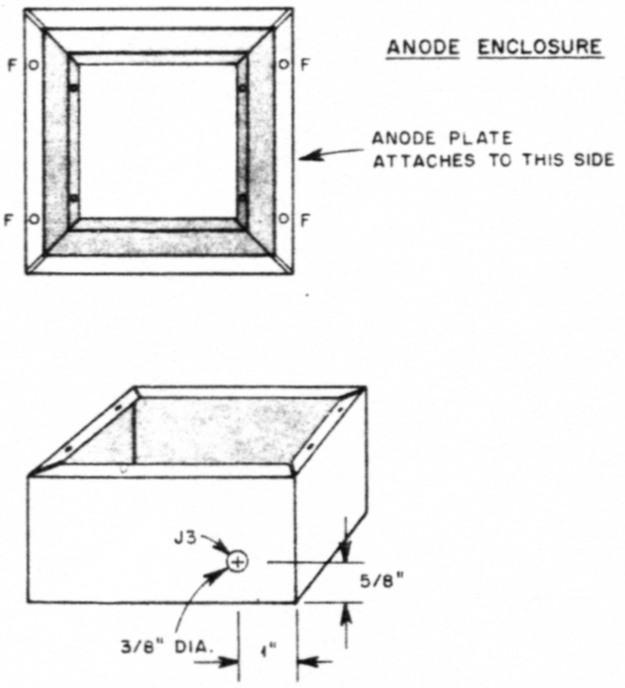
Fig. 13 - Anode-enclosure details.
Soldering the Subassemblies
Once all copper and brass parts are drilled and deburred, they should be cleaned with alcohol and Scotch-Brite, a nonmetallic pot cleaner, and washed in alcohol again. Set the pieces aside and avoid touching them. Fingerprints will inhibit soldering.
I have found that the best way to solder the heavy brass and copper parts is to first build the soldering fixture shown in Fig. 14. This soldering fixture, made from 'h-inchthick aluminum plate, will evenly heat the entire assembly to be soldered. Even heating will allow you to do a much better soldering job than you could otherwise.
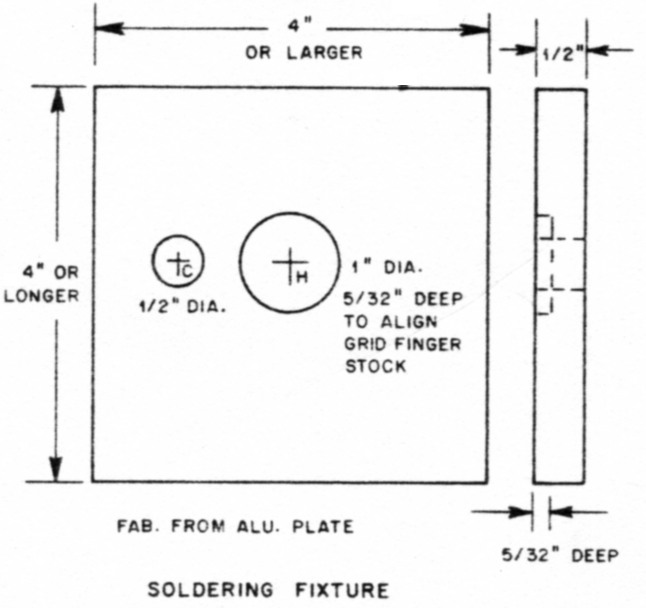
Fig. 14 - Dimensions of the soldering fixture. See Fig. 2 for more information on hole location.
The soldering fixture should be preheated on a stove or hot plate until bits of solder placed on its surface just melt. At this point, reduce the heat slightly. Avoid excessive heat. If the copper parts placed on the fixture suddenly turn dark, it's too hot.
Solder the grid plate assembly first. You will need the copper grid plate, grid finger stock, anode tuning collar and brass input compartment.' Look at the drawings again to be sure that you know which parts go where. Insert the grid finger stock info hole H on the grid plate. As viewed from the front-panel side, the curved fingers will protrude out the back side, away from you. Apply liquid or paste flux and set the grid plate in the soldering fixture. The finger stock will fit in hole H in the fixture, allowing the grid plate to rest flush with the surface of the fixture. Next, apply flux to the anode tuning collar and insert it in hole C of the grid plate. Paj1 of the tuning collar will slip into hole C in the soldering fixture. Make sure the collar seats flush with the grid plate. The flux should start to bubble.
Carefully apply solder directly to the joints of the installed parts. The solder should melt almost immediately and flow bright and smooth. Next, place the square brass input compartment in place and apply flux. In a few seconds, it can be soldered by running solder around the joints, inside and outside. If you have trouble getting it to flow on both sides, merely tap the brass box aside (1/16 inch) and return it to its original position.
Now comes the hard part - getting the soldered assembly away from the heat without disturbing the alignment. A pair of forceps is recommended, but long pliers will do. Carefully lift the assembly off the soldering fixture and set on a cooling rack. Do this without moving any part. The cooling rack can be any two pieces of metal that will allow clearance for the protruding parts. You can expedite cooling by using an ordinary hair dryer in the "cool" position to gently blow air across the assembly.
While the grid assembly is cooling, assemble the output connector. See Fig. 7. Place the modified Type-N female connector, threaded end down, on the soldering fixture. Apply flux to the top and install the output coupling sleeve. Allow both parts to heat before applying solder. Carefully remove the soldered output connector from the fixture. When it has cooled, solder one end of the loop to the center pin of the N connector and the other to the output coupling sleeve.
Now place the anode plate on the soldering fixture and allow to heat. Apply flux to hole C. Insert the anode tuning post (5/32-inch-OD brass tube) and allow to heat; apply solder. Remove the parts and cool. Next, solder the finger stock in hole H on the anode bypass capacitor plate.(3)
This completes the work with the soldering fixture. Be sure to let it cool off before handling! Save the fixture for future construction; you never know when you might want it again.
The anode plate and the anode-bypasscapacitor plate must be filed and then sanded flat on their butt surfaces to assure that there are no solder bumps or sharp points to puncture the Teflon dielectric. This must be done after soldering. The Teflon sheet is adequate insulation for many times the anode potential of this amplifier, but only if the surfaces it separates are smooth!
Next, clean the cathode and filament PC boards. Install the finger stock in hole H of the cathode board. Apply flux to both sides of the board. Heat with a hot iron and apply solder around the circumference of hole H, soldering the finger stock on both sides of the board. Use the same technique to install the filament pin.(4)
After all parts have cooled, use a spray can of flux remover to clean them. Slight scrubbing with Scotch-Brite pot cleaner will finish them nicely. Congratulations: You have finished the pieces and are now ready to bolt the amplifier together.
Silver Plating
Over the years, many people have pushed silver plating as the only way to go. You may wish to silver plate the amplifier components before soldering them together, but I do not think it's necessary. I ran several tests to prove how much various types of plating affect performance of this amplifier. Remember that the RF skin conductivity of aluminum and copper is pretty good at 23 cm; they are much better than brass.
Four amplifiers were built for this test. They were plated as follows:
- Nickel plated
- Tin plated
- Silver plated
- Unplated
There was no difference in performance among the tin-plated, silver-plated and unplated versions. The nickel-plated amplifier exhibited 3-dB less gain.
In other words, it is not necessary to silver plate this amplifier; however, it does improve appearance by making the parts a similar color. Silver does tarnish, especially with fingerprints. The decision to plate or not to plate is up to you.
Assembly
After fabrication of all parts, assembly is simple. Figs. 15 through 17 show assembly details. Loosely fasten the grid and anode plates to the ring. Mount the input connector and capacitors on the input compartment. Loosely install the cathode and filament boards and their respective spacers. See Fig. 15A.
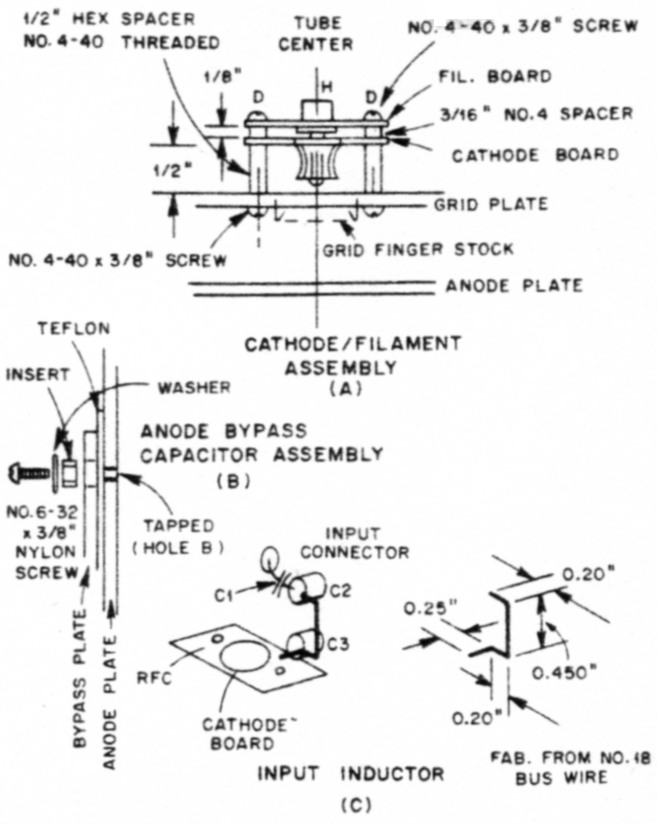
Fig. 15 - Assembly details for the filament and cathode boards (A), the anode-bypass capacitor (B) and the input pi network (C).
Now insert a 7289/2C39 tube. This will center up all finger stock. Place the Teflon anode tuner in its collar on the grid plate and screw it most of the way in. Now tighten all of the screws. The 7289/2C39 tube should slide in and out snugly, and the anode tuner should screw in and out smoothly.
The Teflon sheet and anode bypass capacitor plate can be installed now (Fig. 15B). Assemble the remaining input components, the filament feed-through capacitors and RFCs (Fig. 15C). Screw the output probe into the cavity ring (or push in the probe and tighten the setscrew, depending on which method you chose). Install the high-voltage connector and other parts in the anode box. Mount the amplifier on the front panel and install the anode tuner shaft. This completes the assembly.
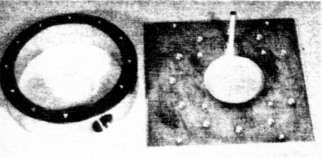
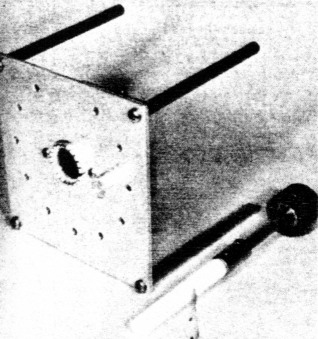
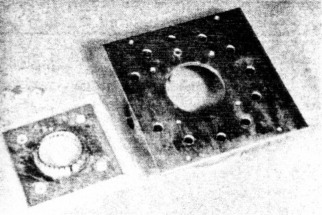
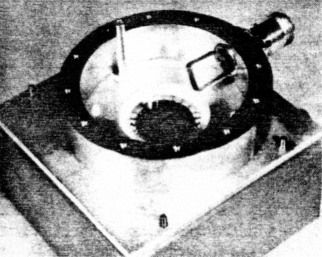
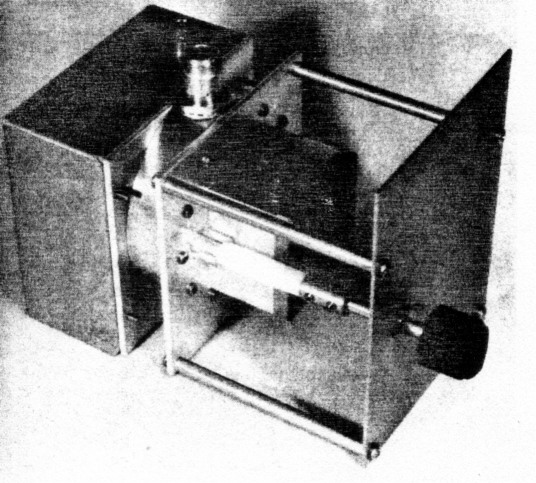
Fig. 16 - The completed cavity ring and anode plate with anode tuning post soldered in place are shown at A. The photo at B shows the grid plate with finger stock, input compartment and anode tuning collar soldered in place. The completed anode tuner is at the right. C shows the cavity ring attached to the anode plate. The anode-bypass capacitor is ready for installation. At D, the interior of the cavity as seen from the grid plate side is visible. The output probe/connector assembly is installed. The anode bypass capacitor and anode enclosure have been installed on the anode plate.
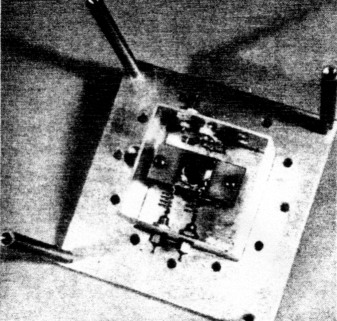
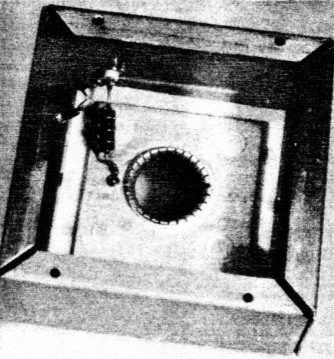
Fig. 17 - At A, the interior of the completed Input compartment is visible. The photo at B shows the interior of the anode compartment with the anode bypass, RFC3, C8 and J3 Installed.
Part 2 of this article will describe a complete power supply for the amplifier, a practical water cooling system, testing procedures, microwave radiation safety hazards, and amplifier tune-up and operation.
Notes
- mm = in x 25.4.
- The finger stock for this project is manufactured by Instrument Specialities, P.O. Box A, Delaware Water Gap, PA 18237. Contact them for the name of the closest distributor. The part numbers for this amplifier are: anode bypass capacitor plate, no. 97-70A; grid plate, no. 97-74A; cathode board, no. 97-420A; filament board, no. 97-280A.
- See note 2.
- See note 2.
Part 1 - Part 2
N6CA, E.R. Angle.